

1. פאַרנעם
די באַשרייַבונג כולל נאָרמאַל דיאַמעטער נפּס 10 ~ נפּס 48, נאָרמאַל דרוק קלאַס (150 לב ~ 300 לב) פלאַנגעד דרייַיק עקסצענטריש מעטאַל פּלאָמבע פלאַטערל וואַלווז.
2. פּראָדוקט באַשרייַבונג
2.1 טעכניש רעקווירעמענץ
2.1.1 פּלאַן און מאַנופאַקטורינג נאָרמאַל: API 609
2.1.2 סוף צו סוף קשר נאָרמאַל: ASME B16.5
2.1.3 פּנים צו פּנים ויסמעסטונג נאָרמאַל: API609
2.1.4 די דרוק-טעמפּעראַטור מיינונג נאָרמאַל: ASME B16.34
2.1.5 דורכקוק און פּרובירן (אַרייַנגערעכנט הידראַוליק פּרובירן): API 598
2.2 פּראָדוקט אַלגעמיינע
די דרייַיק עקסצענטריש פלאַטערל וואַלוו מיט טאָפּל מעטאַל סילינג איז איינער פון BVMC ס הויפּט פּראָדוקטן און וויידלי געניצט אין מעטאַלערדזשי, ליכט אינדוסטריע, עלעקטריק מאַכט, פּעטראָוקעמיקאַל, גאַז קאַנאַל און אנדערע פעלדער.
3. קעראַקטעריסטיקס און אַפּפּליקאַטיאָן
די סטרוקטור איז דרייַיק עקסצענטריש און מעטאַל סיטאַד.עס האט גוט סילינג פאָרשטעלונג אונטער די צושטאַנד פון צימער טעמפּעראַטור און / אָדער הויך טעמפּעראַטור.קלענערער באַנד, לייטער וואָג, עפן און קלאָוזינג פלעקסאַבאַל און מער אַרבעט לעבן זענען די קלאָר ווי דער טאָג אַדוואַנטידזשיז קאַמפּערד מיט טויער וואַלווז אָדער גלאָבוס וואַלווז.עס איז וויידלי געניצט אין מעטאַלערדזשי, ליכט אינדוסטריע, עלעקטריק מאַכט, פּעטראָוקעמיקאַל, קוילן גאַז קאַנאַל און אנדערע פעלדער, די נוצן פון זיכערקייַט פאַרלאָזלעך, די וואַלוו איז די אָפּטימאַל ברירה פון מאָדערן ענטערפּריסעס.
4.סטרוקטורע
4.1 דרייַיק עקסצענטריש מעטאַל סילינג פלאַטערל וואַלוו ווי געוויזן אין סקיצע 1
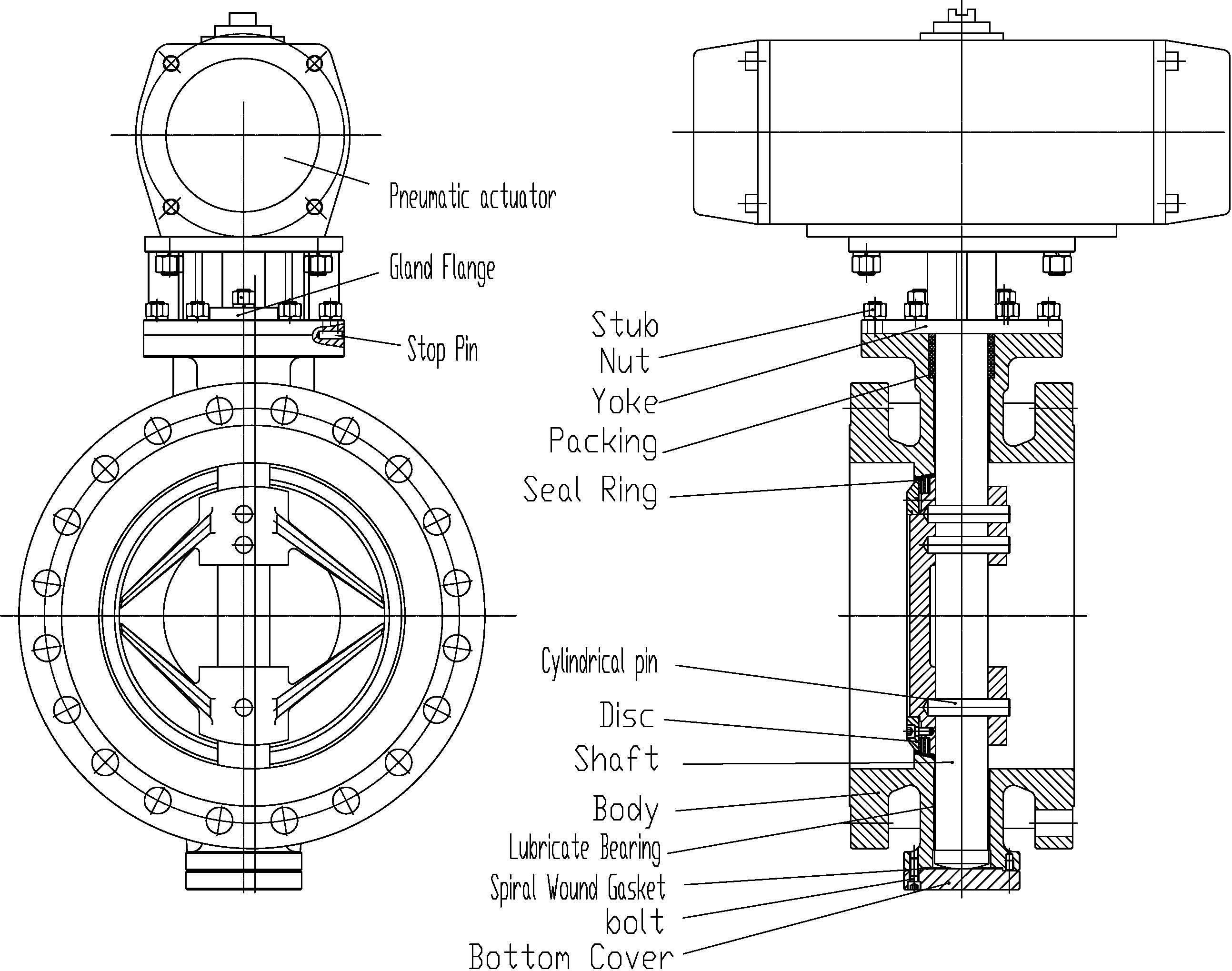
פיגורע 1 דרייַיק עקסצענטריש מעטאַל סילינג פלאַטערל וואַלוו
5. די סילינג פּרינציפּ:
פיגורע 2 א טיפּיש דרייַיק עקסצענטריש מעטאַל סילינג פלאַטערל וואַלוו איז אַ טיפּיש בומק פּראָדוקט, ווי געוויזן אין סקיצע 2.
(אַ) סטרוקטור קעראַקטעריסטיקס: די ראָוטיישאַן צענטער פון די פלאַטערל טעלער (ד"ה וואַלוו צענטער) איז צו פאָרעם אַ פאָרורטייל א מיט די פלאַטערל טעלער סילינג ייבערפלאַך, און אַ פאָרורטייל ב מיט די צענטער שורה פון די וואַלוו גוף.און אַ ווינקל βבע באשאפן צווישן די צענטער שורה פון די פּלאָמבע פּנים און אַוועקזעצן גוף (ד"ה, די אַקסיאַל שורה פון דעם גוף)
(ב) פּרינציפּ פון סילינג: באַזירט אויף די טאָפּל עקסצענטריש פלאַטערל וואַלוו, די דרייַיק עקסצענטריש פלאַטערל וואַלוו דעוועלאָפּעד אַן אַנגלעβ צווישן די סענטערליינז פון די אַוועקזעצן און דעם גוף.די פאָרורטייל ווירקונג איז ווי געוויזן אין פיגור 3 קרייַז-אָפּטיילונג.ווען דרייַיק עקסצענטריש סילינג פלאַטערל וואַלוו איז אין גאָר עפענען שטעלע, די פלאַטערל טעלער סילינג ייבערפלאַך וועט זיין גאָר אפגעשיידט פון די וואַלוו אַוועקזעצן סילינג ייבערפלאַך.און עס וועט פאָרעם רעשוס γ צווישן די פלאַטערל טעלער סילינג פּנים און גוף סילינג ייבערפלאַך ווי די זעלבע ווי טאָפּל עקסצענטריש פלאַטערל וואַלוו.ווי געוויזן אין פיגור 4, רעכט צו דער פאָרמירונג פון β ווינקל, אַנגלעס β1 און β2 וועט פאָרעם צווישן די טאַנגינג שורה פון דיסק ראָוטיישאַן שפּור און די וואַלוו אַוועקזעצן סילינג ייבערפלאַך.ווען עפן און קלאָוזינג דיסק, די פלאַטערל טעלער סילינג ייבערפלאַך וועט ביסלעכווייַז באַזונדער און סאָליד, און דעמאָלט גאָר עלימינירן מעטשאַניקאַל טראָגן און אַברייזשאַן.ווען עפֿענען די וואַלוו, די דיסק סילינג ייבערפלאַך וועט זיך טייקעף באַזונדער פון די וואַלוו אַוועקזעצן.און בלויז אין די גאָר פֿאַרמאַכט מאָמענט, דער דיסק וועט סאָליד אין די אַוועקזעצן.ווי געוויזן אין פיגורע 4, רעכט צו דער פאָרמירונג פון ווינקל β1 און β2, ווען די פלאַטערל וואַלוו איז פארמאכט, די פּלאָמבע דרוק איז געשאפן דורך וואַלוו שטיל פאָר טאָרק דור נישט בייגיקייַט פון פלאַטערל וואַלוו אַוועקזעצן.עס קענען ניט בלויז עלימינירן די מעגלעכקייט פון פּלאָמבע ווירקונג רעדוקציע און דורכפאַל געפֿירט דורך אַוועקזעצן מאַטעריאַל יידזשינג, קאַלט לויפן, גומע ינוואַלאַדיישאַן סיבות, און קענען זיין פרילי אַדזשאַסטיד דורך פאָר טאָרק, אַזוי אַז די דרייַיק עקסצענטריש פלאַטערל וואַלוו סילינג פאָרשטעלונג און אַרבעט לעבן וועט זיין זייער פיל. ימפּרוווד.
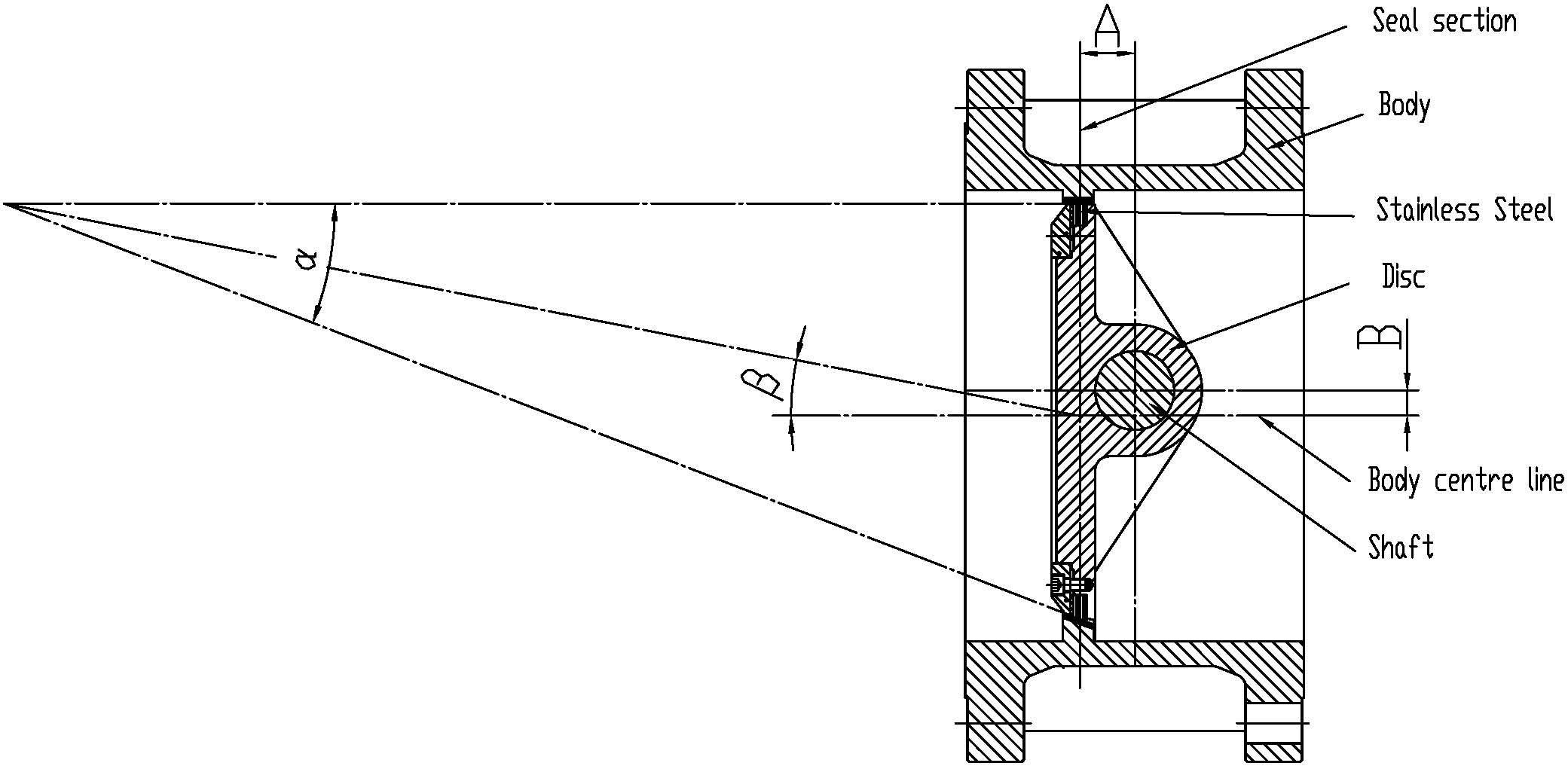
פיגורע 2 דרייַיק עקסצענטריש טאָפּל-וועג מעטאַל געחתמעט פלאַטערל וואַלוו
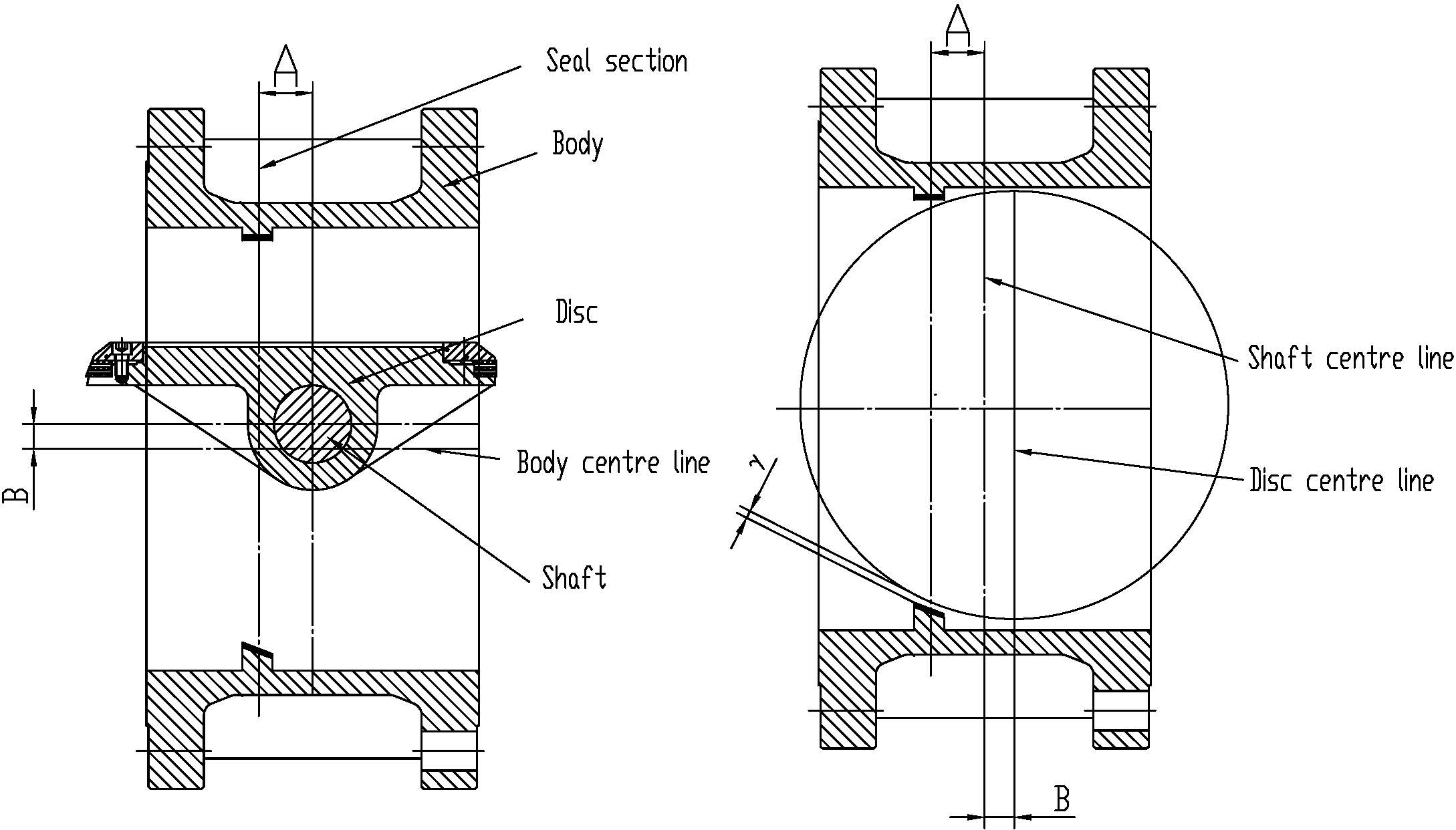
פיגורע 3 דיאַגראַמע פֿאַר דרייַיק עקסצענטריש טאָפּל מעטאַל סילינג פלאַטערל וואַלוו אין עפענען שטאַט
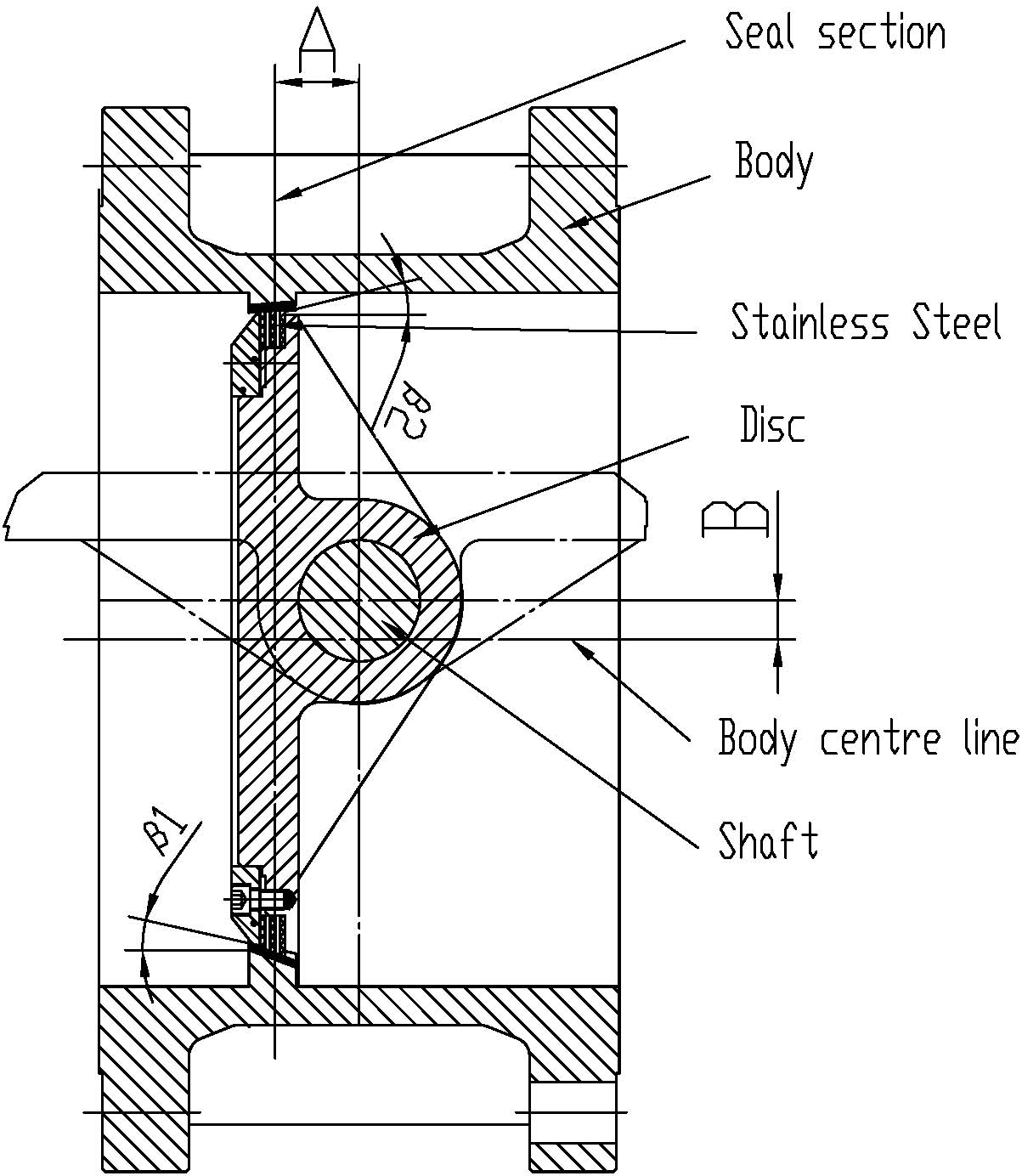
פיגורע 4 דיאַגראַמע פֿאַר דרייַיק עקסצענטריש טאָפּל מעטאַל סילינג פלאַטערל וואַלוו אין נאָענט שטאַט
6.1 ינסטאַלירונג
6.1.1 קערפאַלי קאָנטראָלירן די אינהאַלט פון וואַלוו נאָמען פּלאַטע איידער ינסטאָלינג, ענשור אַז טיפּ, גרייס, אַוועקזעצן מאַטעריאַל און טעמפּעראַטור פון די וואַלוו וועט זיין אין לויט מיט די רערנ - ליניע דינסט.
6.1.2 קאָנטראָלירונג פּרעפעראַבלי אַלע באָלץ אין קאַנעקשאַנז איידער ייַנמאָנטירונג, מאַכן זיכער אַז עס איז טייטנינג יוואַנלי.און קאָנטראָלירן צי קאַמפּרעשאַן און סילינג פון פּאַקינג.
6.1.3 קאָנטראָלירונג וואַלוו מיט לויפן מאַרקס, אַזאַ ווי ינדיקייץ די ריכטונג פון לויפן,
און ינסטאָלינג די וואַלוו זאָל זיין אין לויט מיט די פּראַוויזשאַנז פון די לויפן.
6.1.4 די רערנ - ליניע זאָל זיין קלינד און אַוועקגענומען זייַן אָילס, וועלדינג סלאַג און אנדערע ימפּיוראַטיז איידער ינסטאַלירונג.
6.1.5 וואַלוו זאָל זיין גענומען אויס דזשענטלי, פּראָוכיבאַטינג זייַן טראָוינג און דראַפּינג.
6.1.6 מיר זאָל אַראָפּנעמען די שטויב דעקן אין די ענדס פון די וואַלוו ווען ינסטאָלינג די וואַלוו.
6.1.7 ווען ינסטאָלינג די וואַלוו, די גרעב פון די פלאַנדזש גאַסקאַט איז מער ווי 2 מם און די ברעג כאַרדנאַס איז מער ווי 70 PTFE אָדער וויינדינג גאַסקאַט, די פלאַנדזש פון די קאַנעקטינג באָלץ זאָל זיין דייאַגאַנאַלי פאַרשטייַפן.
6.1.8 די לאָסנאַס פון פּאַקינג קען זיין געפֿירט דורך טוישן פון ווייבריישאַן און טעמפּעראַטור אין טראַנספּערטיישאַן, און טייטנינג ניסלעך פון די פּאַקינג דריז אויב עס איז ליקאַדזש אין די סטעם סילינג נאָך ינסטאַלירונג.
6.1.9 איידער ינסטאָלינג די וואַלוו, דער אָרט פון פּנעוומאַטיש אַקטואַטאָר מוזן זיין שטעלן אַרויף, אין סדר צו קינסטלעך אָפּעראַציע און וישאַלט אונטער אומגעריכט.און די אַקטואַטאָר מוזן זיין אָפּגעשטעלט און טעסטעד איידער די פּראָדוקציע.
6.1.10 די ינקאַמינג דורכקוק זאָל זיין לויט די באַטייַטיק סטאַנדאַרדס.אויב דער אופֿן איז נישט ריכטיק אָדער מענטש-געמאכט געפֿירט, BVMC פֿירמע וועט נישט נעמען קיין פֿאַראַנטוואָרטלעכקייט.
6.2 סטאָרידזש און וישאַלט
6.2.1 די ענדס זאָל זיין באדעקט מיט שטויב דעקן אין טרוקן און ווענאַלייטיד צימער, צו ענשור ריינקייַט פון וואַלוו קאַוואַטי.
6.2.2 ווען וואַלוו פֿאַר די לאַנג-טערמין סטאָרידזש איז ריוזד, די פּאַקינג זאָל זיין אָפּגעשטעלט צי עס איז פאַרקריפּלט און פּלאָמבירן שמירעכץ בוימל אין די ראָוטייטינג טיילן.
6.2.3 די וואַלווז מוזן זיין געוויינט און מיינטיינד אין די וואָראַנטי צייַט (לויט דעם אָפּמאַך), אַרייַנגערעכנט פאַרבייַט פון גאַסקאַט, פּאַקינג עטק.
6.2.4 די אַרבעט טנאָים פון וואַלוו מוזן האַלטן ריין, ווייַל עס קענען פאַרברייטערן זייַן דינסט לעבן.
6.2.5 וואַלווז דאַרפֿן צו דורכקוקן און וישאַלט קעסיידער אין אַפּערייטינג צו באַשיצן פון קעראָוזשאַן קעגנשטעל און ענשור אַז די עקוויפּמענט איז אין אַ גוט צושטאַנד.
אויב די מיטל איז וואַסער אָדער ייל, עס איז סאַגדזשעסטיד אַז וואַלווז זאָל זיין אָפּגעשטעלט און מיינטיינד יעדער דרייַ חדשים.און אויב די מיטל איז קעראָוסיוו, עס איז סאַגדזשעסטיד אַז אַלע די וואַלווז אָדער טייל פון וואַלווז זאָל זיין אָפּגעשטעלט און מיינטיינד יעדער חודש.
6.2.6 לופט פילטער רעליעף-דרוק וואַלוו זאָל פליסן קעסיידער, פאַרפּעסטיקונג אָפּזאָגן, פאַרבייַטן די פילטער עלעמענט.בעכעסקעם די לופט ריין און טרוקן צו ויסמייַדן פאַרפּעסטיקונג פּנעוומאַטיש קאַמפּאָונאַנץ, גרונט פון דורכפאַל.(זען "די פּנעוומאַטיש אַקטואַטאָר אָפּעראַציע לימעד")
6.2.7 צילינדער, פּנעוומאַטיש קאַמפּאָונאַנץ און פּייפּינג זאָל זיין אָפּגעשטעלט קערפאַלי און קעסיידער צו פאַרווערן גאַז ליקאַדזש (זען "די פּנעוומאַטיש אַקטואַטאָר אָפּעראַציע לימעד")
6.2.8 ווען ריפּערינג די וואַלווז וועט גלייַך די טיילן ווידער, באַזייַטיקונג פרעמד גוף, סטאַינס און פאַרזשאַווערט אָרט.צו פאַרבייַטן די דאַמידזשד גאַסקאַץ און פּאַקינג, סילינג ייבערפלאַך זאָל זיין פאַרפעסטיקט.הידראַוליק פּרובירן זאָל זיין דורכגעקאָכט ווידער נאָך ריפּערינג, קוואַלאַפייד קענען נוצן.
6.2.9 אַקטיוויטי טייל פון די וואַלוו (אַזאַ ווי סטעם און פּאַקינג פּלאָמבע) מוזן האַלטן ריין און ווישן די שטויב צו באַשיצן פון פריי און קעראָוזשאַן.
6.2.10 אויב עס איז ליקאַדזש אין די פּאַקינג און די פּאַקינג דריז ניסלעך זאָל זיין טייטאַנד גלייַך אָדער טוישן די פּאַקינג לויט די סיטואַציע.אבער עס איז נישט ערלויבט צו טוישן די פּאַקינג מיט דרוק.
6.2.11 אויב די וואַלוו ליקאַדזש איז נישט סאַלווד אָנליין אָדער פֿאַר אנדערע אַפּערייטינג פּראָבלעמס, ווען באַזייַטיקן די וואַלוו זאָל זיין לויט די פאלגענדע סטעפּס:
אַ. באַצאָלן ופמערקזאַמקייַט צו זיכערקייַט: פֿאַר דיין זיכערקייַט, רימוווינג די וואַלוו פון די רער ערשטער זאָל פֿאַרשטיין וואָס די מיטל אין די רערנ - ליניע איז.איר זאָל טראָגן די אַרבעט שוץ עקוויפּמענט צו פאַרמייַדן שעדיקן פון די מיטל ין די רערנ - ליניע.אין דער זעלביקער צייַט צו ענשור אַז די רערנ - ליניע מיטל דרוק שוין.די וואַלוו זאָל זיין גאָר פארמאכט איידער רימוווינג די וואַלוו.
ב. רימוווינג די פּנעוומאַטיש מיטל (אַרייַנגערעכנט די פאַרבינדן אַרבל, זען "די פּנעוומאַטיש אַקטואַטאָר אָפּעראַציע לימעד") זאָל זיין אָפּגעהיט צו אַרבעטן אין סדר צו ויסמייַדן שעדיקן פון די סטעם און פּנעוומאַטיש מיטל;
C.די סילינג רינג פון דיסק און אַוועקזעצן זאָל זיין אָפּגעשטעלט אויב זיי האָבן קיין קראַצן ווען פלאַטערל וואַלוו איז אָפן.אויב עס איז אַ קליין סקראַפּ פֿאַר אַוועקזעצן, עס קענען נוצן עמערי שטאָף אָדער ייל אויף סילינג ייבערפלאַך פֿאַר מאַדאַפאַקיישאַן.אויב אַ ביסל טיף קראַצן אויס, די צונעמען מיטלען זאָל זיין גענומען צו פאַרריכטן, די פלאַטערל וואַלוו קענען נוצן נאָך פּראָבע קוואַלאַפייד.
ד. אויב די סטעם פּאַקינג איז ליקאַדזש, די פּאַקינג דריז זאָל באַזייַטיקן, און קאָנטראָלירן די סטעם און פּאַקינג מיט די ייבערפלאַך, אויב סטעם האט קיין קראַצן, די וואַלוו זאָל אַסעמבאַל נאָך ריפּערינג.אויב פּאַקינג איז דאַמידזשד, די פּאַקינג מוזן זיין ריפּלייסט.
e. אויב די צילינדער האט פּראָבלעמס, קאָנטראָלירן די פּנעוומאַטיש קאַמפּאָונאַנץ, ענשור אַז די לויפן פון די גאַז דרך און לופט דרוק, ילעקטראָומאַגנעטיק ריווערסינג וואַלוו איז נאָרמאַל.זען "די פּנעוומאַטיש אַקטואַטאָר אָפּעראַציע לימעד")
f.ווען די גאַז שטעלן אין די פּנעוומאַטיש מיטל, עס מאכט זיכער אַז דער צילינדער איז קיין ין און אַרויס האט קיין ליקאַדזש.אויב פּנעוומאַטיש מיטל פּלאָמבע איז דאַמידזשד קענען פירן צו דיקריסט אָפּעראַציע דרוק טאָרק, אַזוי נישט טרעפן פלאַטערל וואַלוו עפן און קלאָוזינג אָפּעראַציע, זאָל באַצאָלן ופמערקזאַמקייַט צו רעגולער דורכקוק און פאַרבייַט טיילן.
פּנעוומאַטיש פלאַטערל וואַלוו אנדערע טיילן בכלל טוט נישט פאַרריכטן.אויב די שעדיקן איז ערנסט, זאָל קאָנטאַקט די פאַבריק אָדער שיקן צו די פאַבריק וישאַלט.
6.2.12 טעסט
די וואַלוו וועט זיין דרוק פּרובירן נאָך די וואַלוו ריפּערד די פּראָבע אין לויט מיט די באַטייַטיק סטאַנדאַרדס.
6.3 אַפּערייטינג לימעד
6.3.1 פּנעוומאַטיש אַפּערייטאַד וואַלוו מיט צילינדער מיטל שאָפער וועט זיין געמאכט די דיסק ראָוטייטיד 90 ° צו עפענען אָדער פאַרמאַכן די וואַלוו.
6.3.2 די עפענען-נאָענט אינסטרוקציעס פון פּנעוומאַטיש אַקטואַטעד פלאַטערל וואַלוו וועט זיין אנגעצייכנט דורך שטעלע גראדן אויף די פּנעוומאַטיש מיטל.
6.3.3 פלאַטערל וואַלוו מיט טראַנגקשאַן און סטרויערן קאַמף קענען ווערן געניצט ווי אַ פליסיק באַשטימען און לויפן קאָנטראָל.עס בכלל נישט ערלויבט ווייַטער פון די דרוק - טעמפּעראַטור גרענעץ צושטאַנד אָדער אָפט אָלטערנייטינג דרוק און טעמפּעראַטור טנאָים
6.3.4 פלאַטערל וואַלוו האט די פיייקייַט פון קעגנשטעל צו הויך דרוק חילוק, טאָן ניט לאָזן די פלאַטערל וואַלוו געעפנט אונטער הויך-דרוק חילוק אפילו בייַ הויך דרוק דיפערענטשאַל האלט צו סערקיאַלייט.אַנדערש קען פאַרשאַפן שעדיקן, אָדער אפילו ערנסט זיכערקייַט צופאַל און פאַרמאָג אָנווער.
6.3.5 די פּנעוומאַטיש וואַלווז נוצן אָפט, און די באַוועגונג פאָרשטעלונג און לובריקיישאַן טנאָים זאָל זיין אָפּגעשטעלט קעסיידער.
6.3.6 פּנעוומאַטיש מיטל קלאַקווייז פֿאַר פלאַטערל וואַלוו צו פארמאכט, קאַונטערקלאָקווייז פֿאַר פלאַטערל וואַלוו צו עפענען.
6.3.7 ניצן די פּנעוומאַטיש פלאַטערל וואַלוו מוזן באַצאָלן ופמערקזאַמקייַט צו די לופט איז ריין, די לופט צושטעלן דרוק איז 0.4 ~ 0.7 מפּאַ.צו האַלטן לופט פּאַסידזשיז עפענען, ניט ערלויבט צו פאַרשפּאַרן לופט ינלעט און לופט לויפן.איידער ארבעטן, עס דאַרף צו אַרייַן די קאַמפּרעסט לופט צו אָבסערווירן אויב די פּנעוומאַטיש פלאַטערל וואַלוו באַוועגונג איז נאָרמאַל.צוקוקנ זיך צו די פּנעוומאַטיש פלאַטערל וואַלוו עפענען אָדער פֿאַרמאַכט, צי די דיסק איז אין פול אָפֿן אָדער פארמאכט שטעלע.צו באַצאָלן ופמערקזאַמקייַט צו די שטעלע פון די וואַלוו און די צילינדער שטעלע איז קאָנסיסטענט.
6.3.8 די סטרוקטור פון פּנעוומאַטיש אַקטוייטערז קראַנק אָרעם איז רעקטאַנגגיאַלער קאָפּ, געניצט פֿאַר מאַנואַל מיטל.ווען דער צופאַל אַקערז, עס קענען אַראָפּנעמען די לופט צושטעלן רער גלייַך מיט אַ מוטער-שליסל אַז די מאַנואַל אָפּעראַציע קענען זיין איינגעזען.
7. מיסטייקס, סיבות און לייזונג (זען קוויטל 1)
טאַב 1 מעגלעך פּראָבלעמס, סיבות און לייזונג
| טעותים | גרונט פון דורכפאַל | לייזונג |
| די וואַלוו מאָווינג פֿאַר וואַלווז איז שווער, נישט פלעקסאַבאַל | 1. אַקטואַטאָר פייליערז2.עפענען די טאָרק איז אויך גרויס3.לופט דרוק איז צו נידעריק 4.סילינדער ליקאַדזש | 1. פאַרריכטן און קאָנטראָלירן די עלעקטריק קרייַז און גאַז קרייַז פֿאַר פּנעוומאַטיש מיטל 2. רעדוסינג די לאָודינג פון אַרבעט און טשוזינג פּנעוומאַטיש דעוויסעס ריכטיק 3. העכערן לופט דרוק 4. קוק די סילינג טנאָים פֿאַר צילינדער אָדער מקור פון שלאָס |
| סטעם פּאַקינג ליקאַדזש | 1. פּאַקינג דריז באָלץ איז לאָס2.שעדיקן פּאַקינג אָדער סטעם | 1. פאַרשטייַפן דריז באָלץ2.פאַרבייַטן די פּאַקינג אָדער סטעם |
| ליקאַדזש | 1.די קלאָוזינג שטעלע פֿאַר דער דעפּוטאַט פון סילינג איז נישט ריכטיק | 1. אַדזשאַסטינג די אַקטואַטאָר צו מאַכן די קלאָוזינג שטעלע פֿאַר דער דעפּוטאַט פון סילינג איז ריכטיק |
| 2. קלאָוזינג טוט נישט דערגרייכן די דעזיגנייטיד שטעלע | 1.טשעקינג די ריכטונג פון עפענען-נאָענט איז אין פּלאַץ.קאָנטראָלירונג די קאַטשינג אַבדזשעקץ איז אין די רערנ - ליניע | |
| 3. פּאַרץ פון וואַלוו שעדיקן①אַוועקזעצן שעדיקן②דיסק שעדיקן | 1. פאַרבייַטן אַוועקזעצן2.פאַרבייַטן דיסק | |
| אַקטואַטאָר לויפן | 1.דער שליסל שעדיקן און דראָפּ2.טהע האַלטן שטיפט שנייַדן אַוועק | 1. פאַרבייַטן די שליסל צווישן די סטעם און די אַקטואַטאָר 2.פאַרבייַטן די האַלטן שטיפט |
| די פּנעוומאַטיש מיטל דורכפאַל | זען "וואַלוו פּנעוומאַטיש מיטל ספּעסאַפאַקיישאַנז" | |
באַמערקונג: וישאַלט פּערסאַנעל וועט האָבן באַטייַטיק וויסן און דערפאַרונג.
פּאָסטן צייט: מאי 19-2022